
動力電池電芯制作的焊接工段
應用重點:
輥壓工藝的關鍵在于厚度,厚度過厚或厚度不均勻,均會影響最終的電池性能,因此對現場設備的控制精度與準確性有著更高的要求。
客戶運用:
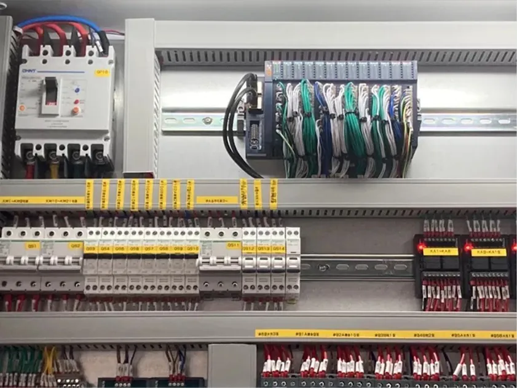
通訊與主控系統:歐姆龍NX1P2,利用本體EtherCAT通訊接口與零點C系列遠程IO模塊進行通訊。
核心控制模塊:
CT-121F數字量輸入模塊主要用于按鈕及夾具到位傳感器、物料感應、氣缸磁性開關、真空表輸入、門禁感應等;
CT-222F數字量輸出模塊主要氣缸的動作、真空吸嘴的動作、燈光控制、電機轉動、門禁控制等。
CT-5321:接入測距儀用于監控焊接距離,接入風速儀,檢測除塵風速,接入焊接機232口,采集重要焊接參數。